Переключатель ступеней с дистанционным управлением для контактной точечной машины МТПТ-400
Инж. Ю.В. Нестеров
Регулирование сварочного тока контактной точечной машины МТПТ-400 при работе с автоматической стабилизацией выпрямленного напряжения силового выпрямителя производят переключением ступеней сварочного трансформатора, т.е. включением различного числа витков первичной обмотки и изменением, таким образом, вторичного напряжения.
Расположение переключателя ступеней в задней части корпуса сварочной машины, а также его ручное переключение создают затруднения при сварке деталей переменной толщины и при часто меняющихся сочетаниях толщин, так как необходимость постоянной корректировки сварочного тока при этом требует больших затрат времени.
Кроме того, конструкция переключателя ступеней машины МТПТ-400, как, впрочем, и других контактных сварочных машин, не дает наглядного представления сварщику во время работы о номере включенной ступени сварочного трансформатора.
Разработан и внедрен переключатель ступеней с дистанционным управлением, который не имеет подобных недостатков (рис. 1).
Рис. 1. Общий вид сварочной машины с пультом управления переключателя ступеней
Электрическая схема (рис. 2) имеет два блока. Один представляет собой пульт управления, содержащий переключатели П1…П4 и сигнальные лампы Л1…Л16, другой — коммутирующее устройство, содержащее контакторы K1…К12 и блок питания.
В качестве коммутирующих элементов силовых цепей использованы малогабаритные однополюсные электромагнитные контакторы КМ-600Д.
Пульт управления смонтирован на верхней консоли сварочной машины вблизи рабочего места сварщика (см. рис. 1), а коммутирующее устройство — в задней части корпуса машины вместо устанавливаемого там барабанного переключателя (рис. 3).
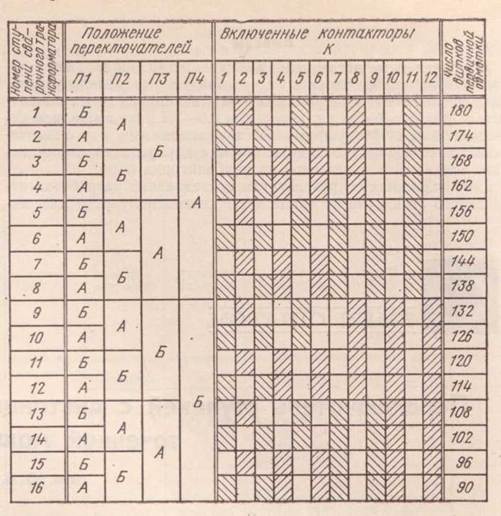
Включение необходимой ступени сварочного трансформатора производится установкой переключателей П1…П4 на пульте управления в одно из двух возможных положений — А или Б (см. рис. 2). При этом включается группа контакторов, которые подключают определенное число витков первичной обмотки сварочного трансформатора, соответствующее данной ступени.
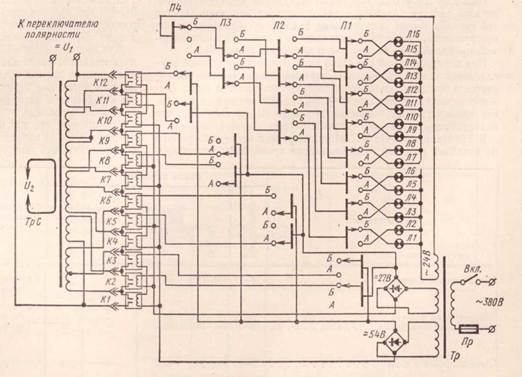
Рис. 2. Принципиальная электрическая схема переключателя ступеней с дистанционным управлением
Одновременно замыкается цепь одной из сигнальных ламп Л1…Л16, номер которой на световом табло пульта управления соответствует номеру включенной ступени. Различные комбинации положений переключателей П1…П4 обеспечивают установку 16 ступеней регулирования вторичного напряжения сварочного трансформатора (см. таблицу).
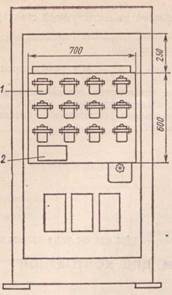
Рис. 3. Схема расположения коммутирующего устройства переключателя ступеней на машине МТПТ – 400 (вид сзади): 1 – контакторы; 2 – блок питания
Эксплуатация переключателя в заводских условиях показала его надежность в работе и экономическую эффективность.
Данный переключатель ступеней может быть использован на машинах МТПТ-600, МТИП-600, а с соответствующими доработками (при изменении количества контакторов, переключателей, сигнальных ламп в зависимости от количества ступеней регулирования) и на контактных сварочных машинах других типов.
Источник: журнал «Сварочное производство», 1976 г., № 1
Это интересно
Вид бизнеса, в основе которого лежит торговля через автоматы, называется вендинг. С помощью данной системы можно продавать практически все. Наибольшей популярностью пользуются снековые и кофейные автоматы. Как правило, их устанавливают в тандеме, в результате которого обеспечивается стабильно высокий объем продаж. Ассортимент снековых аппаратов в зависимости от места расположения может быть различным, так в образовательных учреждениях это шоколад, жвачка, печенье, презервативы, в торговых центрах – сэндвичи, носовые платки, влажные салфетки и пр. Заказать для ведения малого бизнеса снековый автомат можно у специализированых фирм производителей, при этом следует отдавать предпочтение компаниям, имеющим собственное проектное бюро. Подобные организации способны внести изменения в конструкции существующих линеек автоматов под нужды конкретного потребителя.